- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Compreendendo os valores de laboratório: a verdadeira maneira de ler cores – três parâmetros essenciais para controle de diferença de cores em plásticos de engenharia
“Um ΔE de 2,1 no relatório do colorímetro é aceitável ou não?”
“O cliente diz que os valores do laboratório estão errados, mas as cores parecem quase iguais para mim.”
Estas são perguntas que nossa equipe técnica ouve todos os dias. Na indústria de plásticos de engenharia, a diferença de cor não é mais avaliada apenas a olho nu. Quer se trate de peças internas automotivas, caixas eletrônicas 3C ou componentes estruturais industriais, os clientes quase sempre incluem um Padrão de Aceitação de Diferença de Cores declarando claramente: ΔE ≤ 0,5, com valores L, a, b dentro das tolerâncias especificadas.
Então, o que exatamente são L, a e b? E por que são mais confiáveis que a inspeção visual? Hoje explicaremos esses três parâmetros na linguagem da produção de plásticos de engenharia.
I. O “Sistema de Coordenadas” da Cor: O Espaço de Cores do Laboratório
Imagine que para identificar uma localização em um mapa você precisa de longitude, latitude e altitude. O espaço de cores Lab é o “sistema de coordenadas tridimensionais” para cores.
Estabelecido pela Comissão Internacional de Iluminação (CIE) em 1976, continua a ser o padrão ouro global para medição de cores. Qualquer cor pode ser localizada exclusivamente neste espaço tridimensional por um conjunto de coordenadas (L, a, b).
• Valor L (Luminosidade): Varia de 0 a 100. L=100 é branco puro, L=0 é preto puro. Em plásticos de engenharia, uma parte preta que parece acinzentada ou uma parte branca que fica amarelada é essencialmente uma alteração no valor L.
• um valor (matiz Vermelho-Verde): Valores positivos indicam vermelho, valores negativos indicam verde. Quando um ABS retardador de chamas que deveria ser vermelho brilhante se transforma em um “vermelho tijolo opaco”, o valor a é provavelmente o problema.
• Valor b (matiz Amarelo-Azul): Valores positivos indicam amarelo, valores negativos indicam azul. O valor b é o parâmetro mais “sensível” – materiais como PBT, PC e náilon são propensos a amarelar durante o processamento em alta temperatura. Quando o valor b muda positivamente, a peça “fica visivelmente amarela”.
II. Três números, três “sintomas de diferença de cor” comuns
Na área de produção, diagnosticamos rapidamente as causas raízes por meio de alterações nos valores do laboratório:
1. Grande desvio no valor L – Priorize a verificação da condição do material e do processo de moldagem.
• Valor L alto (muito branco/pálido): Possivelmente baixa temperatura do molde ou dióxido de titânio insuficiente no masterbatch de cores.
• Baixo valor L (muito escuro): Possivelmente degradação do material (exposição excessiva a altas temperaturas) ou má ventilação do molde.
2. Grande desvio de valor – Priorize a verificação da formulação do material.
• Mudança positiva no valor (avermelhado): Comum em materiais retardadores de chama, onde o retardador de chama se decompõe em altas temperaturas, causando descoloração do corante.
3. Grande desvio no valor b – Priorize a verificação das condições de secagem e temperatura de injeção.
• Mudança positiva no valor b (amarelado): A causa mais comum é secagem excessiva ou temperatura excessiva do fundido. Os materiais de nylon são especialmente sensíveis – um desvio do valor b de 0,5 é visivelmente “amarelado” a olho nu.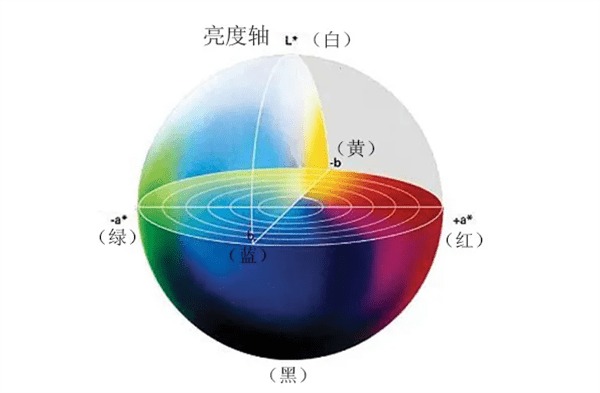
III. O que é ΔE? Por que não podemos confiar apenas no ΔE?
ΔE é o desvio combinado nas dimensões L, a e b, calculado como:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Ele usa um único número para resumir a “diferença total de cores”, facilitando o julgamento rápido. Contudo, o problema é: o mesmo ΔE pode representar desvios de cores muito diferentes.
Por exemplo:
• Caso A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (um pouco branco demais)
• Caso B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (desvios nas três direções)
Ambos têm quase o mesmo ΔE, mas o Caso B é mais “complexo” e pode parecer “mais turvo” a olho nu. Portanto, o controle profissional da diferença de cores deve considerar tanto o ΔE quanto as tolerâncias individuais. Um padrão comum para peças internas automotivas é: ΔE < 1,0, com |ΔL| < 0,5, |Δa| < 0,5, |Δb| <0,5.
4. De onde vem a diferença de cores? Quatro fontes comuns
Com base em anos de experiência atendendo clientes, as principais fontes de diferença de cores se enquadram em quatro categorias:
1. Variação de lote de material – Diferentes lotes de plásticos de engenharia podem ter pequenas diferenças na cor base. Mesmo para o mesmo grau, uma flutuação do valor b entre lotes de 0,3–0,5 para POM não é incomum.
2. Processo de secagem fora de controle – Materiais como náilon, PET e PC são sensíveis à umidade. A secagem insuficiente ou excessiva pode causar amarelecimento. Num caso, um operador aumentou a temperatura de secagem de 80°C para 100°C, fazendo com que o valor b saltasse de 1,2 para 2,8, descartando um lote inteiro.
3. Desvio do processo de moldagem por injeção – Pequenas mudanças na contrapressão, velocidade do parafuso, velocidade de injeção, pressão de retenção, temperatura do molde, etc., podem alterar o fluxo de fusão e o comportamento de cristalização, afetando a aparência da cor. Os materiais reforçados com fibra de vidro são particularmente sensíveis.
4. Diferenças no ambiente de medição – Diferentes colorímetros, fontes de luz, aberturas de medição ou até mesmo a pressão aplicada pelo operador podem afetar as leituras. Clientes e fornecedores devem concordar com um padrão de medição unificado (por exemplo, iluminante D65, ângulo de observação de 10°).
V. Conclusão: a cor pode ser gerenciada
Nos plásticos de engenharia, a cor não é mais um mistério. Os três números L, a e b transformam o sentimento subjetivo “Acho que a cor está errada” no fato objetivo “O valor L excede a tolerância em 0,6, o valor b em 0,8”. Compreender as quatro fontes de diferença de cores nos ajuda a prevenir problemas antes que eles ocorram.